中国石化齐鲁分公司第二化肥厂Texaco煤气化装置(简称齐鲁煤气化)采用水煤浆为气化原料,在压力6.5MPa、温度1350~1450℃的条件下,使水煤浆和氧气进行氧化还原反应产生煤气。煤气经过激冷水浴、洗涤、除尘制成水蒸气饱和的合成气送出,而煤中部分未燃尽的碳和不可燃的灰分在高温下形成熔渣,经水冷却和破渣机破碎,通过锁斗定期排入渣池;气化炉及洗涤塔产生的黑水经调节阀减压到0.8MPa后进入高压闪蒸系统罐内闪蒸,以便于回收灰水和热量。
高压黑水调节阀是Texaco煤气化装置必不可少的关键设备,主要应用于气化流程中的闪蒸和水循环系统,对于在高压差(*大5.3MPa)工况下且腐蚀性很强的气、液、固三相介质流进行流量和压力控制。
2001年以前,国内尚没有类似的成熟产品,该类产品及备件一直被国外公司垄断;加之由于运行工况极度恶劣,导致其使用寿命比较短,维修频繁且成本高,给装置的安全生产带来很大的隐患。因此,有必要针对高压黑水调节阀在使用过程中常见的故障进行分析研究并加以改进,延长其使用寿命,提升Texaco煤化工装置的长周期经济运行水平。
1 高压黑水调节阀的结构特点
Texaco煤气化炉及洗涤塔产生的黑水(压力5.51MPa、温度240℃)溶解有大量的酸性气体,经过黑水调节阀减压后送入高压闪蒸罐(设定压力0.8MPa),由于其阀后压力突然大幅降低,各组分在气相中的分压迅速降低,黑水大量汽化,溶解在水中的酸性气体逸出水面。气液两相在分离器中分开,气相为顶部产物,其中易挥发组分较为富集;液相为底部产物,其中的难挥发组分获得增浓。
齐鲁煤气化高压黑水调节阀采用Masoneilan73000系列SWEEP长弯颈角式阀门,并在阀座出口配有文丘里扩散段。此系列阀门是Masoneilan公司专门为黑水、灰水介质等含固体杂质的控制而设计,可有效防止固体介质在阀内的淤积。其中,阀体材质选用ASTMA351Gr-CF3M不锈钢;阀杆材质选用316L表面喷焊碳化钨硬质合金,保证了阀杆与介质接触部分的抗冲蚀能力;阀芯、阀座以及出口流道选用实体碳化钨材料,可有效地防止介质的冲蚀;阀座与文丘里扩散段为整体式,阀头和阀杆连为一体,阀门维修、备件更换简便;导向套和较大直径的阀杆设计,对阀芯稳定性、调节性及运动性都起决定作用,能有效解决在闪蒸工况时的阀杆高频振动、噪声问题,还可满足相应较大的执行机构推力要求。此外,为了避免高压黑水对高压闪蒸罐的冲击,在高压黑水调节阀后设置角阀筒体,用以减缓高压黑水及闪蒸气对高压闪蒸罐的冲击。
2 高压黑水调节阀的使用情况
2.1 运行工况及参数
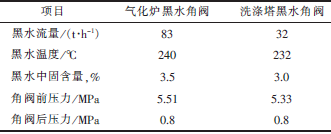
Texaco煤气化黑水闪蒸系统工艺介质是来自气化炉及洗涤塔产生的黑水,介质流中固体悬浮物和浊度较高,且含有Ca2+、Mg2+、Cl-、S2-、CO32-、NH4+等多种离子,流经黑水调节阀时会对阀体及阀内件产生冲刷腐蚀;加之调节阀前后压差较大,高温黑水减压后瞬间会发生汽化,流速急剧增大,更加剧了对阀体、阀内件以及相关附件的冲蚀磨损。表1为齐鲁煤气化黑水闪蒸系统运行工艺参数。
表1 齐鲁煤气化黑水调节阀运行参数
2.2 使用状况
齐鲁煤气化装置2008年10月开车以来,高压黑水调节阀故障频发,平均使用寿命不足3个月,且多次发生因调节阀失效导致黑水闪蒸系统临时停车处理情况,严重制约煤气化装置的稳定运行;黑水调节阀及其相关附件的泄漏,造成大量黑水外溢,影响煤气化装置的现场工作环境。其失效模式主要表现为阀头及阀座冲蚀严重,导致调节阀功能下降;阀头与阀杆脱落、断裂,导致使用性能失效;阀座扩散段抗冲蚀能力差,导致阀体、角阀下游筒体、三通以及筒体底盖冲蚀泄漏等状况。
3 黑水调节阀失效机理分析
3.1 气蚀和闪蒸破坏
当高温含固黑水通过调节阀节流口时,液体的压力低于当时液体温度下相应的饱和压力,而且阀门后的出口压力仍然低于相应的饱和压力,所以液体通过调节阀节流口后,部分液体即发生汽化,产生两相流,汽泡有时合并、破裂和产生蒸汽,形成闪蒸。
气蚀和闪蒸过程中由于气泡破裂会产生极大的冲击力损伤调节阀的阀内件、阀体和管线的下游部分,给调节阀和管道的内表面造成冲蚀,同时也降低了调节阀的流通能力,尤其在高压差的情况下,极高硬度的阀芯、阀座也只能使用很短的时间;另外,气蚀和闪蒸还会带来阀芯的振动,这种振动包括垂直振动和水平振动,分别来自流体的垂直撞击和水平撞击,造成机械磨损和破坏,调节阀控制不可靠,阀杆折断。
3.2 冲刷腐蚀
冲刷磨损腐蚀是金属表面与腐蚀流体之间由于高速相对运动而引起的金属损坏现象,是煤气化装置黑水、灰水存在气液固三相介质流的循环系统中*普遍的一种腐蚀机理。因此,材料的抗冲蚀性能、介质流固相悬浮颗粒物的硬度、形状大小及数量等都是影响冲蚀行为的主要因素。
3.3 阀内件材料的影响
调节阀的阀芯阀座以及文丘里扩散段等内件是受气蚀或闪蒸破坏*严重的部位,调节阀在高压差、强腐蚀以及高含固颗粒介质下工作,金属与金属之间的“间隙流动”的冲蚀作用不可避免。因此,选用具有坚实的和均匀的细晶粒结构、变形能大、抗拉强度和硬度均很高、加工硬化性能好、疲劳极限和抗腐蚀疲劳极限强度均很高的特性材料,可以大大提高调节阀的使用寿命。
3.4 调节阀开度的影响
在选择调节阀时,要选择合适的额定Cv(调节阀额定流量系数)值,以保证调节阀正常开度在60%~80%。若开度太小,控制系统的调节质量会降低,并且会产生阀内的较高阻力降,导致空穴现象或闪蒸;若开度太大,当负荷增大时,无法进行调节。一般要求*小工况下阀门开度不应小于10%,*大工况下阀门开度不超过90%,否则会导致阀门可控性下降。尤其是在小开度情况下,节流间隙小,高流速的含固流体对阀内件的冲蚀破坏*为严重。因此,高压黑水调节阀应尽量避免小开度工作;再好的阀门,若长期处于小开度工作,其寿命也将成倍减小。
3.5 调节阀内件结构的影响
高压黑水调节阀阀芯与阀杆的连接采用阀杆嵌入阀芯内部,销入固定销钉并焊接的结构方式。这种连接方式因阀杆嵌入部分较细且存在销孔,导致其强度大幅减弱,加之含固流体气蚀和闪蒸对阀芯的振动冲击和冲刷腐蚀,造成了阀芯脱落或阀杆断裂的发生。
4 改进措施
4.1 提高阀内件材料的抗冲蚀性能
分析和测试了齐鲁煤气化装置使用后的高压黑水调节阀阀芯、阀座,主要成分是碳化钨(约占92%)和钴(约占8%),密度约为12.7kg/cm2,硬度(HRC)约为60。同比国内牌号相当于YG硬质合金系列,该种碳化钨材料耐冲刷能力一般,但韧性较好。要提高其耐冲刷能力,就要相应提高硬度,提高硬度的途径:减少合金中钴的含量和提高模压过程中的液压机压力。但减小钴含量对碳化钨的韧性是致命的,必须采用其他办法来解决碳化钨的韧性问题,经多次试验*终采用适量减少合金中的钴含量,对碳化钨粉末进行筛选,将当量直径控制在10μm以下,提高在模压过程中分子间结合力,提高碳化钨零件的整体力学性能。
由此性能改良的碳化钨材料整体烧结成型的阀芯、阀座(带文丘里扩散段)硬度不小于89,且韧性没有明显降低,具有一定的抗冲击性能和良好的抗腐蚀性能。
4.2 改进阀芯形面及连接方式
通过对齐鲁煤气化装置高压黑水调节阀阀芯形面数据复测,确定进口Masoneilan高压黑水角阀的流量特性为线性关系;按照其运行数据重新计算,其实际流量特性曲线介于线性和等百分比之间,且在小开度范围内偏差较大。由于含固流体调节阀的流量特性曲线为线性*优,所以通过改进阀芯形面修正其小开度下线性流量特性(图1),降低气蚀和闪蒸的发生,提高调节阀运行的稳定性,减轻流体变化对阀芯的冲击。
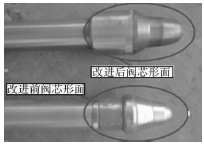
图1 改进前、后阀芯形面对比
针对调节阀阀杆与阀芯连接处极易产生疲劳断裂及脱落的问题,实施连接结构方式改进,增强连接强度,提高抵抗振动干扰和耐冲蚀能力。改变阀芯结构,阀杆与阀芯连接处加粗,以增大阀芯与阀杆的接触面积,提高结合力和抗冲蚀能力;阀芯与阀杆采取螺纹连接加销钉的结构,即将阀芯拧入阀杆后用电火花或激光打出销孔,销入销钉后同阀杆焊接,提高连接强度,使阀芯脱落和断裂的问题得以彻底解决(图2)。
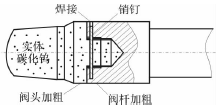
图2 阀芯、阀杆连接方式
4.3 增大调节阀的开度
重新核算黑水调节阀流通量,调整其额定Cv值,使调节阀正常工作在合理开度范围内。以齐鲁煤气化进口Masoneilan黑水调节阀为例,其额定Cv值为54,调节阀正常开度维持在25%左右,处于小开度状态;调节阀在此工况下运行,会加剧调节阀的气蚀,加快含固流体介质对阀芯、阀座的冲蚀磨损,也不利于调节阀的稳定运行;从调节阀的控制性能上考虑,希望正常工作开度在50%~80%,便于操作的平稳性。因此,按照黑水调节阀的正常工作参数和运行工况,流量特性曲线由线性特性改为抛物线特性,这样通过计算重新确定额定Cv值为25,阀座直径为32,调节阀的开度范围为49%~74%,正常开度为60%。实际运行证明,有效地避免调节阀开度过小对其寿命的影响。
4.4 优化文丘里阀座结构
高压黑水调节阀阀座文丘里扩散段关键结构尺寸的控制,可以有效地降低空化造成的气蚀破坏,尽可能使空化发生在扩散段内,降低下游管件因空化而产生气蚀的安全隐患;另外,通过增加文丘里扩散段材料的厚度,提高其抗冲蚀的时间,达到长周期运行的效果。基于GB/T2624.3—2006/***5167-3:2003标准文丘里喷嘴的结构特点,对进口黑水调节阀的文丘里阀座结构进行优化(图3)。按照重新计算的额定Cv值选取阀座直径d,喉径长度m约0.7~0.75d;阀座弧形入口*大直径D接近阀体入口通径;扩散角∠β控制在7°~8°。由于文丘里扩散段内出口流体仍然处于恢复区,其实际长度L应不小于其出口直径等于入口弧形*大直径D时扩散段长度的65%,而不致引起装置压力损失的明显变化;阀座在扩散段上增加实体碳化钨厚度,由原来的2mm增加到6mm,以增强抵抗气蚀磨损的能力,延长其使用寿命。
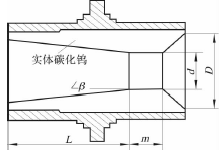
图3 优化后的文丘里阀座
4.5 改善工艺运行条件
1)严格控制煤质,选择低灰熔点、低灰分原料煤。煤的灰熔点高,导致气化炉提温操作,造成黑水系统温度升高,加剧黑水调节阀闪蒸和气蚀的发生;灰分含量高,也相应造成黑水系统灰渣颗粒含量增加,加剧了对调节阀各部件的冲刷腐蚀。
2)维持气化系统稳定运行。加强气化炉和洗涤塔的工艺操作,杜绝工艺调整大幅波动,减少气化炉开停车次数。气化炉开停车容易造成黑水系统不稳定流体的产生,对黑水调节阀形成强烈振荡和冲击,并且阀门调节频繁,加剧调节阀破坏。
3)加强对黑水调节阀的运行维护管理。气化系统开停车时尽可能维持在较大开度,防止因开度过小造成阀前堵塞及阀体局部因流速过大而磨损;备用调节阀要及时清理干净,防止阀体内积渣堵塞和结垢的发生。
5 结束语
延长煤气化黑水调节阀的使用寿命是煤气化装置长周期稳定运行的保证,也是煤气化设备综合管理水平的体现。通过对齐鲁煤气化高压黑水调节阀的失效原因分析,找到了影响其使用寿命的关键因素并加以改进,其平均使用寿命由3个月提升到6个月以上,解决了制约煤气化装置运行的瓶颈。

