调节阀是工业生产过程中一种常用的调节机构,属于控制阀系列,主要作用是调节介质的压力、流量、温度等参数,是工艺环路中*终的控制元件。造纸企业的生产过程包括制浆、抄纸、碱回收、废水处理四大部分,每一部分中几乎每一个工序都是以液体或气体为介质,如浆液、水、蒸汽、废液等,因此在造纸企业中调节阀的用量非常大。
调节阀常见的控制回路包括三个主要部分,**部分是敏感元件,它通常是一个变送器。它是一个能够用来测量被调工艺参数的装置,这类参数如压力、液位或温度。变送器的输出被送到调节仪表———调节器,它确定并测量给定值或期望值与工艺参数的实际值之间的偏差,一个接一个地把校正信号送出给*终控制元件———调节阀。阀门改变了流体的流量,使工艺参数达到了期望值。
1 ABB TZID-C调节阀的安装
在安装阀门之前,检查阀和相关设备看是否有损坏和任何异物。
管线中的砂粒、水垢、金属屑及其他杂物会损坏调节阀的表面,使其关闭不严,因此,在安装调节阀之前,全部安装管线和管件都要吹扫并彻底净化,确保阀内部清洁干净,管线中无异物。
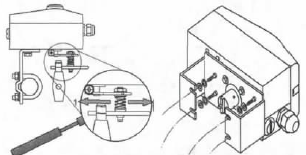
图1 定位器连接

图2 组装完毕的整体智能调节阀门
阀门应正确定位使管线流向与阀体或阀体法兰上介质流向箭头方向一致。
控制阀组件可以安装在任何方位上,除非受到防震准则的限制。但是,*常用的方式是将执行机构垂直安装在阀的上方。其它位置可能导致阀芯和阀座不均匀的磨损及不适当的操作。对于某些阀,当执行机构不垂直时,它可能还需要用支持物支持。
在管线中安装阀门时,采用公认的配管和焊接方法。对于法兰连接型阀门,在阀和管线法兰之间应使用一个合适的密封圈。
调节阀安装时,必须考虑到调节阀在现场维修或日常拆卸维修的可能性,维修费用的高低取决于接近阀门的方便性。尤其是一些高位置的阀门,更需要考虑维护调节阀所需的空间、间隙和方便性。
若执行机构和阀门分开装运,可参见相应的执行机构使用说明书中的安装、调试方法。
2 ABB TZID-C调节阀的调试
2.1 气路连接
使用与定位器气源端口处标识的标准接口连接气源。
气源的要求:仪表气体(无油、无尘、无水,符合DIN/***8573-1污染及含油三级标准,*大颗粒直径<5μm,且含量<5mg/m3,油滴<1mg/m3。露点温度低于工作温度10k。
连接定位器的输出与气动执行器的气缸。
2.2 电气连接
根据下列接线端子图以及设计要求进行相应的配线(一般只需+11,-12,+31,-32)
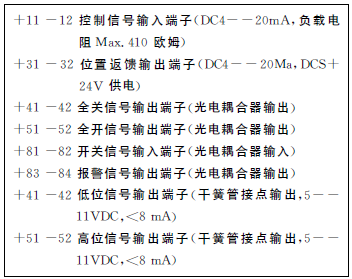
图3 接线端子图
2.3 调试步骤
2.3.1 气源管放空
接通气源前,先将气源管放空一段时间以排除管路中可能存在的灰尘、杂质、水、油等。建议放空时间30min,可以用手或者白纸、白布进行气源质量的检查。检查减压阀后压力是否符合执行器的铭牌参数要求(定位器的*大供气压力为6bar,但实际供气压力必须参考执行器所容许的*大气源压力)。
2.3.2 接通4--20mA输入信号
定位器的工作电源取自输入信号,由DCS二线制供电,直接加至定位器的电压不能超过30V/50mA,否则有可能损坏定位器电路。
2.3.3 检查位置返馈杆的安装角度
如定位器与执行器整体供货,则已经由执行器供货商安装调试完毕,只需作检查确认,该步并非必须:
按住MODE键。并同时点击或键,直到操作模式代码1.3显示出来。
松开MODE键。使用或键操作,使执行器分别运行到两个终端位置,记录两终端角度。
两个角度应符合下列推荐角度范围(*小角位移20度,无需严格对称):
直行程应用范围在-28°~+28°之内,角行程应用范围在-57°~+57°之内,全行程角度应不小于25°。
若角度未符合上述要求,则需通过调节反馈杆、联轴器或者定位器的安装位置使得角度值满足上述要求。
2.3.4 启动自动调整程序
执行器或阀门安装于系统后*好通过此程序重新整定:
方法1:用于直行程阀门
按住MODE键5s,直到出现“ADJ_LIN”;松开MODE键;再按住MODE键直到显示器上计数器倒计数到0;松开MODE键,自动调整程序开始运行(显示器显示正在进行的程序语句号)。
自动调整程序大约需要5min左右,顺利结束后定位器会自动存储上述自动调整得到的参数,并自动切换控制方式到1.1CTRL_FIX。
方法2:用于角行程阀门
按住ENTER键5s,直到出现“ADJ_ROT”;松开ENTER键;再按住ENTER键直到显示器上计数器倒计数到0;松开ENTER键,自动调整程序开始运行(显示器显示正在进行的程序语句号)。
自动调整程序大约需要5min左右,顺利结束后定位器会自动存储上述自动调整得到的参数,并自动切换控制方式到1.1CTRL_FIX。
在自动调整过程中如果遇到故障,程序将被迫终止并显示出故障代码,根据故障代码即可检查出故障原因。也可以人为地强制中断自动调整程序。
所进行的自动调整中所测得的参数将存储在EEPROM中。
自动调整成功后,调试结束,其他的参数设置不是必须的,可根据需要进行设置。
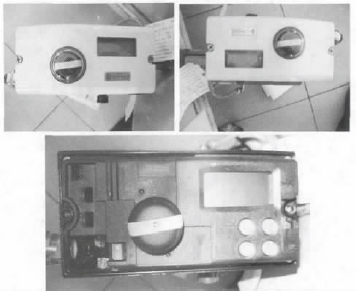
图4 定位器控制面版
3 ABB TZID-C调节阀的维护
阀门零件会产生正常的磨损,因此必须根据需要进行检查和更换。检查和维修的频繁次数根据工艺条件的苛刻程度而定。
应避免因工艺过程压力突然释放或零件爆裂引发的人员伤害或财产损坏事故。在进行任何维护操作之前,应该做到:
当进行任何维修操作时,始终要穿戴上保护手套、衣服及护镜,以免人员伤害;
切断所有给执行机构供应气压、电源或控制信号的任何操作线路,确保执行机构不会突然打开或关闭阀门;
利用旁路或完全关断工艺过程的方式来将工艺压力与阀隔离开,完全释放阀两侧的过程压力,排放阀两侧的工艺介质;
放空气动执行机构加载压力并释放任何执行机构弹簧预压缩力;
采用锁定方式确保上述措施在对设备进行操作时保持有效;
既便阀已从管线上撤除,阀的填料函可能包含受压的工艺流体,因此当取下填料硬件或填料环时,工艺流体可能会在压力下向外喷出。
注意:无论什么时候,若由于取下或移动带密封圈的零件时,密封圈的密封性会受到影响,则重新装配时须换新的密封圈。这可以确保较好的密封圈密封性能,因为用过的密封圈可能无法保证密封。
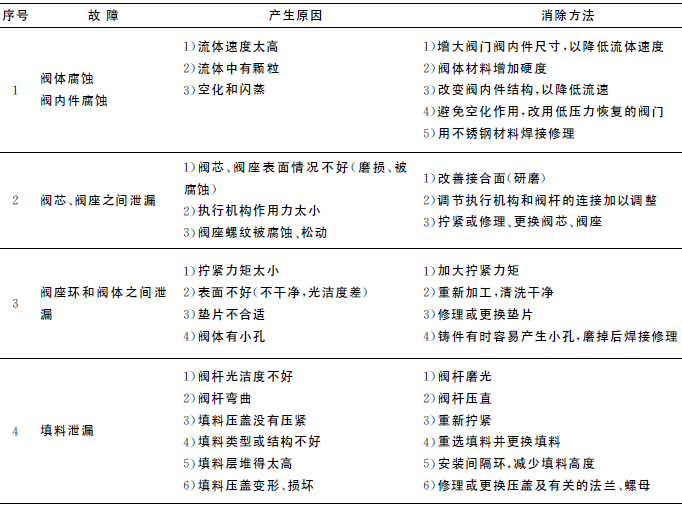
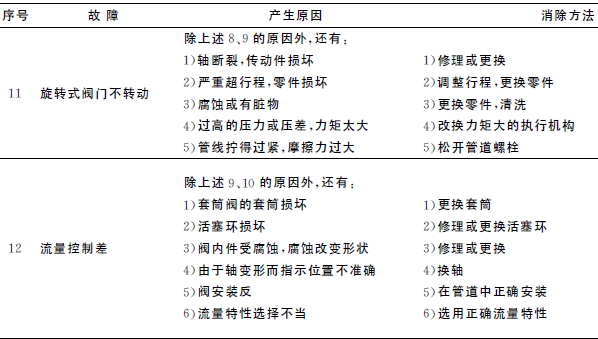
3.1 气动调节阀常见故障及消除方法
表1 气动调节阀常见故障及消除方法

3.2 预防性维护
预防性维护是在阀门发生故障之前的日常维护。
3.2.1 消除应力
管线由于组合或安装不当会产生各种应力。因作用在调节阀上的管线应力可能导致调节阀的阀杆、导向件变形而不能和阀座对准中心。
3.2.2 检查支撑情况
安装调节阀的*佳位置是使阀杆的行程方向与阀体上方的膜室在一个垂直平面上。如果阀门必须安装在使阀杆水平移动的位置,就应该把执行机构支撑起来。如果没有支撑住调节阀,就容易形成阀杆的不同心度,导致变差或填料泄漏等故障。
3.2.3 清除铁锈和污物
要经常检查管道有没有铁锈、焊渣、脏物、尘土。如果调节阀容易积聚这些异物,则要考虑在上游侧安装过滤器或一些临时性筛网。
3.2.4 干净的气源,可靠的电源
能源是驱动调节阀的关键,气源、电源、电路**不能有故障。气源系统如果含有水分、液滴或其他杂质,则会使阀门定位器、加速器等附件堵塞并发生故障。
3.2.5 保管
保管调节阀时,不要把调节阀支承在敏感部位,例如阀门定位器、接头、阀杆等处。保管场所要避免受风沙、尘土、雨水等恶劣条件的影响。
3.3 故障维修
调节阀一旦不能操作或不能满足操作要求,一般情况按以下步骤进行维修:
3.3.1 清洗
把调节阀从管线上拆卸下来后,一定要清洗。调节阀容易被工艺流体所污染。如果工艺介质有腐蚀性、爆炸性和放射性,则对人体有伤害,必须用特殊的方法把被工艺介质浸渍过的部件清洗干净。清洗时要避免重复污染,要在安全地点进行。
3.3.2 拆卸阀门
为了避免因流体泄漏而造成人员伤害,须避免损坏密封圈的密封面。阀杆的表面光洁度对填料优良密封至关重要。阀座、导向环的内表面,对阀芯的平滑操作至关重要,阀芯与阀座凡尔线的配合面对于控制泄漏很关键。除非检测发现有异常情况,否则就认为所有这些零部件都处于良好状态,并相应地要保护好它们。
把执行机构与阀体组件分开,先把执行机构推杆和阀杆的连接件拆开,再松开执行机构支架与上阀盖连接部的锁紧螺母,将执行机构与阀体部件分开。
把上阀盖与阀分开,不要用会伸缩或以任何方式储存能量的工具强行拉开取下紧贴的上阀盖。
上阀盖固定到阀体是通过六角螺母来实现的。拧松这些螺母,然后摇动上阀盖或在上阀盖与阀之间撬开,从而松开阀体对上阀盖的密封圈的接合面,直到上阀盖松开为止。
卸开上阀盖和填料函部件后,从阀体上可以拆下阀芯、阀杆。必须对所有的部件和零件进行检查,以便决定需要修理和更换的零件。
3.3.3 拆卸执行机构
在拆卸执行机构之后要仔细地检查支架、膜片、弹簧、推杆和螺纹连接件。支架是受力构件,不能有裂纹。膜片是关键元件,不能损坏或老化。弹簧不能有裂纹。不论什么零件,一旦被腐蚀或锈蚀,*好都换新零件。
3.3.4 重新组装
在重新组装的过程中,要注意选用合适的垫片及螺栓连接件,准确对中,均匀拧紧,防止法兰的泄漏。
3.3.5 测试
在重新组装后,调节阀必须进行一些测试,如气密性、强压试验、泄漏试验等。测试合格后才能送往现场进行安装。
4 总结
近年来我国自动化设备制造引进了不少国外**的技术、装备和管理,新技术,新材料的使用,使得自动化系统的装备水平得到较大的改善。因此,自动化设备的安装与维护也要随着形势适当地进行调整与完善,才能提升自动化设备的稳定性、经济性,为企业创造出更多的经济效益。

